
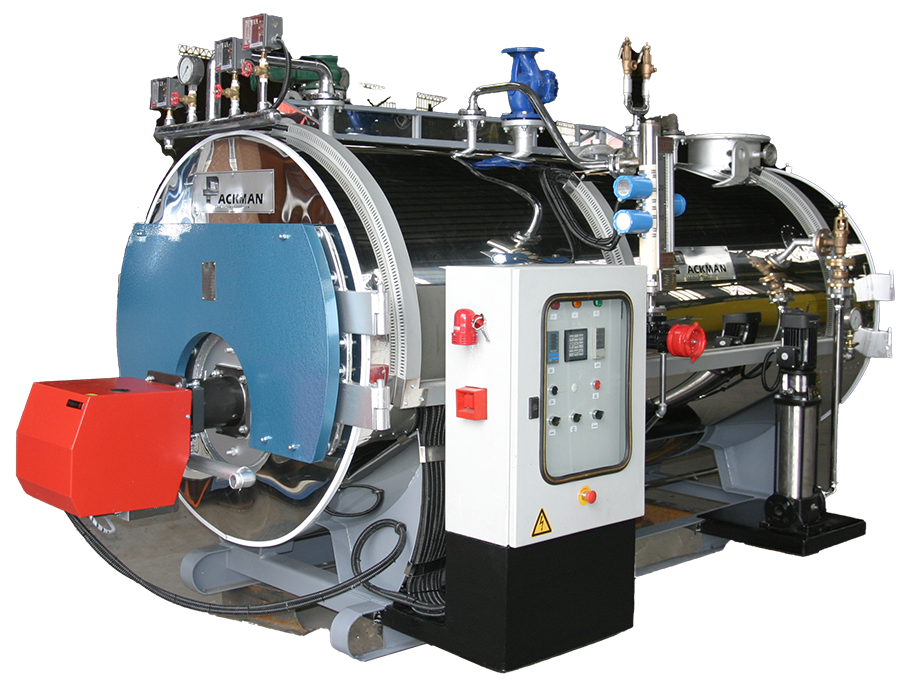
 بویلر
بویلر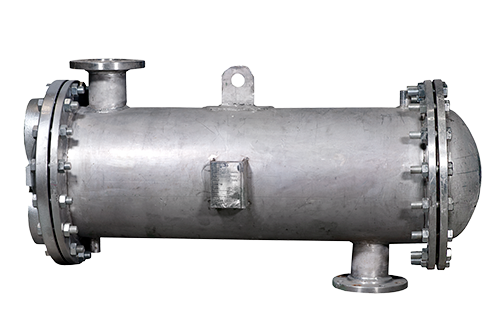 مبدل حرارتی
مبدل حرارتی مخازن تحت فشار
مخازن تحت فشار مخازن ذخیره
مخازن ذخیره چیلر هواخنک اسکرال
چیلر هواخنک اسکرال چیلر هواخنک اسکرو
چیلر هواخنک اسکرو هوارسان
هوارسان فن کویل
فن کویل مشعل مونوبلاک
مشعل مونوبلاک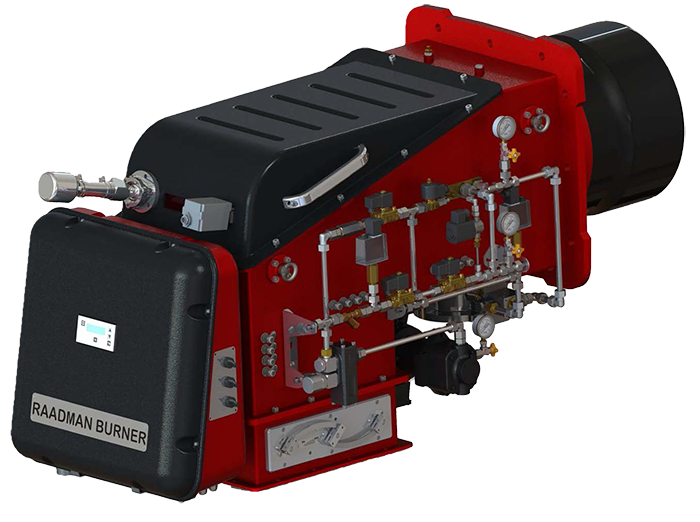 مشعل دوال بلاک
مشعل دوال بلاک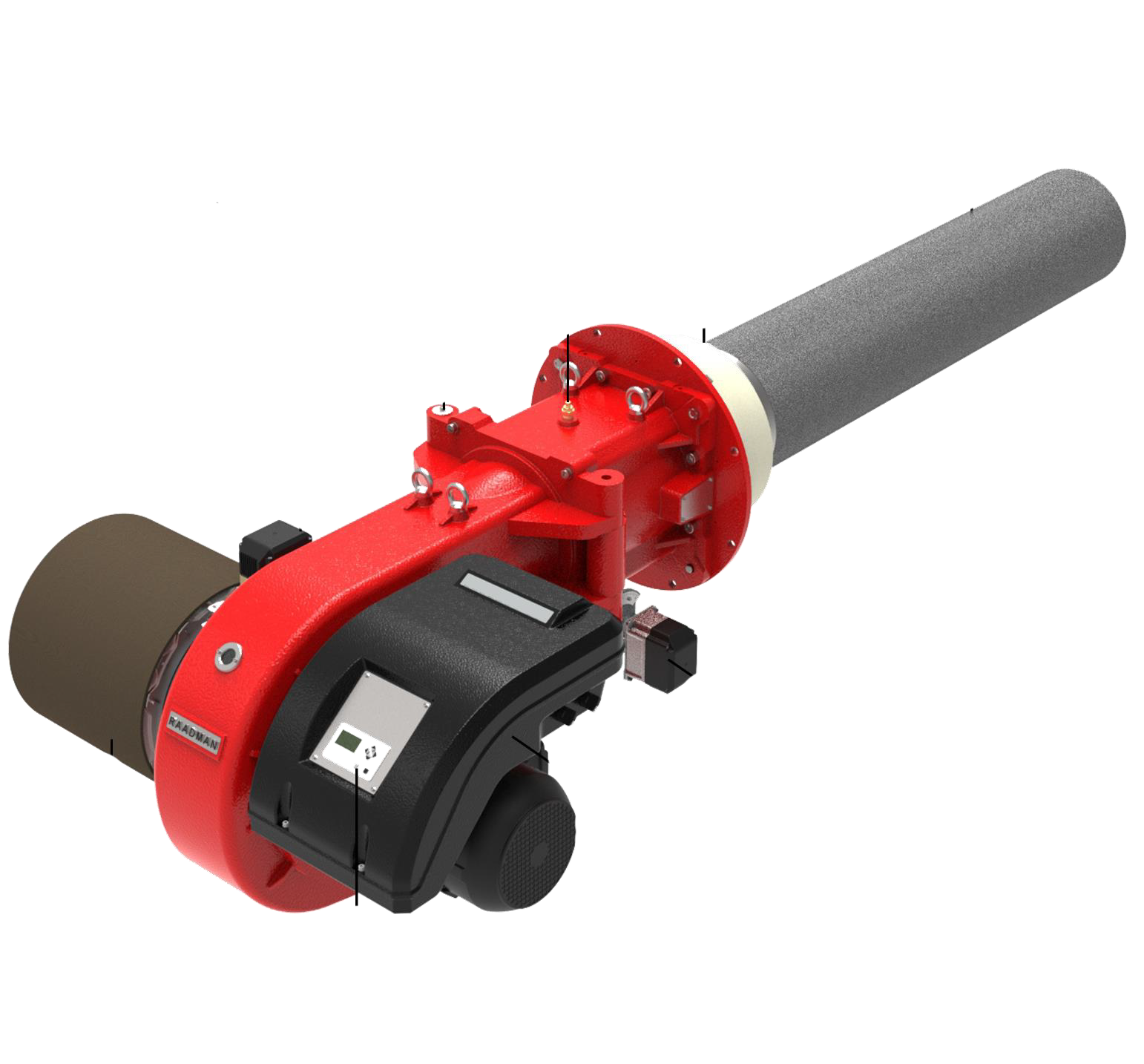 مشعل پریمیکس و پست میکس
مشعل پریمیکس و پست میکس مشعل نیروگاهی
مشعل نیروگاهی آب شیرین کن اسمز معکوس
آب شیرین کن اسمز معکوس فیلتر فیزیکی آب
فیلتر فیزیکی آب فیلتر تبادل یونی
فیلتر تبادل یونی پکیج تزریق مواد شیمیایی
پکیج تزریق مواد شیمیایی بویلر گرمایش و تزریق دی اکسید کربن
بویلر گرمایش و تزریق دی اکسید کربن بافر تانک
بافر تانک سیستم تزریق دی اکسید کربن
سیستم تزریق دی اکسید کربن کندانسور دود محصولات احتراق
کندانسور دود محصولات احتراق

جوشکاری زیر پودری (SAW)
جوشکاری زیر پودری (SAW) فرآیند جوشکاری قوسی می باشد که در آن یک یا چند قوس بین الکترود فلزی لخت یا الکترود ها (سیم جوش توپر) و حوضچه جوش وجود دارد. قوس و فلز مذاب توسط بستری از روانساز دانه یا پودر جوش روی قطعات کار محافظت می شود. فرآیند بدون فشار و فلز پرکننده تولیدی توسط الکترود (سیم جوش) و گاهی از منبعی ضمیمه (سیم جوش، روانساز یا دانه های فلزی) تامین می شود. از آنجایی که قوس الکتریکی در این فرآیند جوشکاری، زیر پودر جوش مخفی می باشد، گاهی به این فرآیند جوشکاری، جوشکاری قوس مخفی نیز می گویند.
در جوشکاری زیر پودری، انتهای سیم جوش یکسره در داخل توده انباشته روانساز، که منطقه یا اتصال مورد جوش را می پوشاند، قرار می گیرد. قوس توسط برخورد الکترود به سطح قطعه کار آغاز می گردد. سیم جوش های مورداستفاده در این فرآیند به جز سیم جوش های فولادی زنگ نزن ، دارای روکش مسی می باشند. روکش مسی برای اطمینان از انتقال مناسب جریان الکتریسیته ، کاهش سایش نازل ها و جلوگیری از زنگ زدگی و خوردگی سیم جوش به خصوص هنگام نگهداری از در انبار روی سیم جوش ها قرار می گیرد.
سیم جوش های مورد استفاده در جوشکاری زیر پودری ، بایستی دارای سطحی تمیز و عاری از هر نوع آلایندگی باشد. البته برخی سیم جوش های با قطر پایین را به منظور امکان تغذیه آن ها از درون نازل و آسان شدن حرکت در مسیر هدایت سیم، با روغن های بدون هیدروژن چرب می کنند.

| جریان جوشکاری بر حسب قطر سیم جوش در جوشکاری زیر پودری | ||||||||
| قطر سیم جوش (mm) | 1.6 | 2 | 2.4 | 3 | 4 | 5 | 6 | 7 |
| شدت جریان (A) | 115-500 | 125-600 | 150-700 | 220-1000 | 340-1100 | 400-1300 | 500-1400 | 600-1600 |
پودر های مورد استفاده در جوشکاری زیر پودری اغلب به صورت دانه های با دانه بندی ویژه و شامل اکسید های فلزی از مواد معدنی به صورت طبیعی یا ذوب شده مانند اکسید های منگنز، سیلیسیوم، تیتانیوم، آلومینیوم، زیرکونیوم و منیزیم به همراه سایر افزودنی ها مانند فلوراید کلسیم می باشند. این پودر ها در حین جوشکاری و به دلیل حرارت بالای ناشی از برقراری قوس الکتریکی ذوب شده و سطح مذاب بدین واسطه پوشانده می شود.
کاربردهای فرآیند زیر پودری (SAW)
اگر یک فولاد را بتوان با فرآیند های TIG – GTAWو SMAW و FCAW جوش داد با این پروسه نیز می توان جوش داد. محدودیت اصلی پروسه SAW در ورقه های نازک و موقعیت جوشکاری است. به دلیل این که SAW دارای حرارت ورودی و نرخ رسوب بالا می باشد. از فرآیند جوشکاری زیر پودری برای جوشکاری فولاد های ضخیم استفاده می شود و همانطور که گفته شد با این پروسه فولاد هایی به ضخامت بالاتر از 6.4 mm را جوشکاری می کنند. در مجموع فلزاتی که با این فرآیند قابل جوشکاری هستند به دسته های اصلی زیر تقسیم می شوند:
- فولاد های ساده کربنی تا 0.29% کربن
- فولاد های کم آلیاژ ( تا استحکام تسلیم MPa 690 )
- فولاد های کروم – مولیبدن دار ( 1.2% تا 9% کروم و 1% تا 1.2% مولیبدن )
- فولاد های زنگ نزن
- آلیاژ های پایه نیکل


نمونه ای از دستگاه جوشکاری زیر پودری
مزایای جوشکاری زیر پودری (SAW)
- قوس در زیر لایه ای از فلاکس تشکیل می شود که جرقه قوس را مخفی می کند و پاشش و گازهای متصاعد شده را احاطه می کند.
- شدت بالای جریان ، عمق نفوذ را افزایش می دهد و برای نفوذ به لبه کمتری نیاز است.
- نرخ رسوب بالا و سرعت جوشکاری بالا میسر است.
- فلاکس به صورت یک پاک کننده و اکسید زدا برای اکسیژن عمل می کند و از حل شدن نیتروژن و گوگرد در حوضچه، جلوگیری می کند. فلاکس به ایجاد جوش های با ظاهر زیبا و خواص مکانیکی بالا کمک می کند.
- این فرآیند می تواند جوش با هیدروژن کم تولید نماید.
- حفاظتی به کمک فلاکس ایجاد می کند و مانند جوشکاری SMAW به باد حساس نمی باشد.
- نیاز به زحمت کم جوشکار دارد.
- سرباره می تواند جمع آوری، پاک و دانه بندی گردد و با فلاکس نو و تازه جهت استفاده مجدد مخلوط گردد.
محدودیت های جوشکاری زیر پودری (SAW)
- تعداد جزئیات تغذیه کننده سیم منبع قدرت، کنترل ها و تجهیزات فلاکس دستی زیاد است.
- اتصال جوش باید در موقعیت تخت و افقی نگه داشته شود تا فلاکس در محل خود در درز اتصال قرار گیرد.
- سرباره باید قبل از پاس بعدی جمع آوری شود.
- این روش معمولا برای جوشکاری صفحاتی با ضخامت کمتر از 4.5mm چندان مناسب نیست.
- ایجاد خلل و فرج در جوش به دلیل حضور مواد ناخالصی در پودر.
منابع و پیوندها
گرداوری شده توسط دپارتمان پژوهش شرکت پاکمن
ASM Handbook Volume 06: Welding, Brazing, and Soldering
برداشت از مطالب سایت با ذکر منبع بلامانع است



بدون نظر